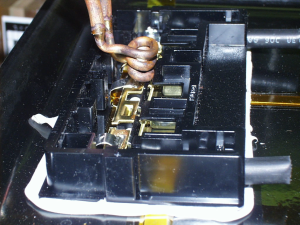
Конектор од месинга са индукционим лемљењем у соларном панелу са ИГБТ индукционим грејачем
Циљ лемити три месингана конектора један по један у разводну кутију соларног панела без утицаја на компоненте у разводној кутији
Материјал Разводна кутија за соларне плоче, месингани конектори, лемна жица
Температура КСНУМКС ºФ (КСНУМКС ºЦ)
Фреквенција КСНУМКС кХз
Опрема • ДВ-УХФ-6 кВ систем индукционог грејања, опремљен даљинском радном главом која садржи један кондензатор од 1.0 μФ.
• Индукциона завојница за грејање дизајнирана и развијена посебно за ову примену.
Процес За грејање конектора користи се спирална завојница овалног облика са три окрета. Комад жице за лемљење поставља се на подручје споја и сваки спој се загрева одвојено током 5 секунди како би се спојница лемила. Укупно време поступка је 15 секунди за три зглоба.
Резултати / предности Индукционо загревање обезбеђује:
• Тачна тачност испоручује грејање само на спој; не утиче на околне компоненте
• Локализована топлота производи чисте и чисте фуге
• Ствара висококвалитетне, поновљиве резултате
• Равномерна дистрибуција грејања