Индукционо загревање за опружну жицу и најлонски прах
Топлотно улагање подразумева коришћење индукција грејање у процесима где пластика мења стање из чврстог у течно. Једна уобичајена употреба за ову апликацију је пресовање металног дела у пластични део. Метал се загрева помоћу индукције на температуру већу од температуре пластичног рефлукса. У неким случајевима метал се може утиснути у пластику пре него што дође до загревања; или се метал може загрејати пре него што се утисне у пластику, што доводи до тога да пластика поново тече док се део утискује (такође познато као пластично прелијевање). Индукционо грејање се такође може користити у машинама за бризгање пластике. Индукционо загревање побољшава енергетску ефикасност за процесе убризгавања и екструзије. Топлота се директно генерише у бурету машине, смањујући време загревања и потрошњу енергије.
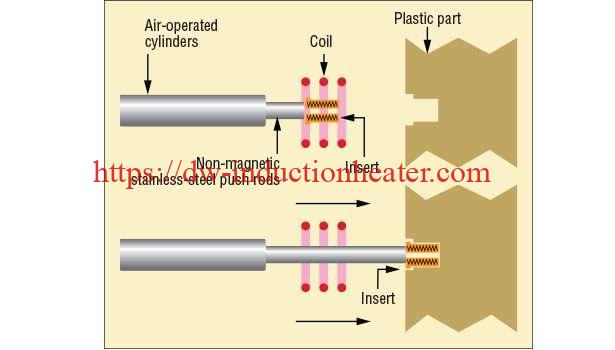 Уметање метала у пластику подразумева загревање металног уметка са навојем на температуру изнад тачке преливања пластике и притискање у пластични део. Процес захтева брзо, прецизно, поновљиво загревање. Омекшавање унутрашњих навоја је резултат дугих процеса загревања.
Уметање метала у пластику подразумева загревање металног уметка са навојем на температуру изнад тачке преливања пластике и притискање у пластични део. Процес захтева брзо, прецизно, поновљиво загревање. Омекшавање унутрашњих навоја је резултат дугих процеса загревања.
Индукцијско гријање обезбеђује прецизну контролу топлоте како би се обезбедио конзистентан резултат, са резултатима високог квалитета. Опрема се може програмирати за одређени ниво снаге и време грејања, уклањајући варијабилност оператера и побољшавајући поновљивост процеса.
 Циљ: За загревање крајева опружне жице од 0.072″, размакнуте 1/2″, равномерно за наношење најлонског праха на 1″ дужину краја. Једном загрејан на 7000Ф, најлонски прах се спаја са жицом стварајући заштитни премаз. Доње жице имају прошлу историју боцкања кроз носећу одећу и гребања носиоца. Додавањем заштитног најлонског премаза на крајевима жичане форме избегава се ова непријатна ситуација.
Циљ: За загревање крајева опружне жице од 0.072″, размакнуте 1/2″, равномерно за наношење најлонског праха на 1″ дужину краја. Једном загрејан на 7000Ф, најлонски прах се спаја са жицом стварајући заштитни премаз. Доње жице имају прошлу историју боцкања кроз носећу одећу и гребања носиоца. Додавањем заштитног најлонског премаза на крајевима жичане форме избегава се ова непријатна ситуација.
materijal: Опружна жица и најлонски прах
temperatura: 370 ℃
Примена: ДВ-УХФ-6КW-ИИИ излаз у чврстом стању напајање индукцијским гријањем заједно са јединственим пет (5) завоја, издужени спирални калем је коришћен за постизање следећих резултата:
- 370 ℃ постигнуто је са дванаест (12) секунди машинског циклуса.
- Уједначен премаз је направљен као резултат равномерног загревања захваљујући јединственом издуженом спиралном колуту од пет (5) окрета.
- Дванаест (12) узорака жице загревано је истовремено у јединственом радном калему.
Опрема: ДВ-УХФ-6КW-ИИИ излазно индукционо напајање у чврстом стању укључујући једну (1) удаљену топлотну станицу која садржи два (2) кондензатора укупне вредности 0.66 µФ и јединствени издужени спирални калем од пет (5) окрета ширине 2 1/2″, 8 1/ Дугачак 2 инча и висок 2 3/4 инча са два доња завоја на крајевима под углом надоле.
Фреквенција: КСНУМКС кХз
