Челична плоча за индукционо грејање за ковање
Opis
Челична плоча за индукционо грејање за ковање и топло обликовање
Метална индукциона грејна челична плоча за ковање и топло обликовање су одличне примене индукционог грејања. Индустриал Индукционо ковање и топло обликовање процеси укључују савијање или обликовање металне гредице или слоја након што се загреје на температуру на којој је његова отпорност на деформације слаба. Такође се могу користити блокови обојених материјала. 
Машине за индукционо грејање или уобичајене пећи се користе за почетни поступак грејања. Гредице се могу транспортовати кроз индуктор помоћу пнеуматског или хидрауличног притискача; погонски ваљак; погон трактора; или ходање Неконтактни пирометри користе се за мерење температуре гредице.
За савијање или обликовање метала користе се друге машине као што су преше са механичким ударом, машине за савијање и хидрауличне екструзијске пресе.
Циљ: Предгревање челичне плоче (3.9 ”к 7.5” к 0.75 ”/ 100 мм к 190 мм к 19 мм) пре ковања како би се створила глава мотике с циљем повећања производње у поређењу са предгревањем у гасној пећи.
materijal: Челична плоча
temperatura: КСНУМКС ºФ (КСНУМКС ºЦ)
Фреквенција: КСНУМКС кХз
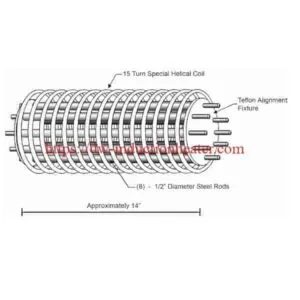
Опрема за индукционо грејање: ДВ-МФ-125/100, 125 кВ индукциони систем грејања опремљен даљинском топлотном станицом која садржи три кондензатора од 26.8 μФ.
- Вијчана спирална завојница са три положаја, дизајнирана и развијена да генерише потребну топлоту за ову примену.
Поступак Челична плоча је убачена у тросатни вишеокретни спирални намотај и напајање је укључено. Након 37 секунди уметнута је друга плоча од нерђајућег челика, а након 75 секунди постављена је трећа плоча од нерђајућег челика. На 115 секунди постигнута је жељена температура за први део и поступак је настављен.
Након покретања, делови се могу загревати на сваких 37 секунди од редоследа уноса. Док је укупно време циклуса 115
секунде, део се може уклонити на сваких 37 секунди, што је омогућило индукцијом постизање жељене брзине производње
и остварују знатне добитке у поређењу са употребом гасне пећи.

Ресултс / Бенефитс
Већа стопа производње: Процес је постигао стопу производње од 100 делова на сат, док је гасна пећ произвела 83 дела на сат
- Поновљивост: Овај поступак је поновљив и може се интегрисати у производни процес
- Прецизност и ефикасност: Грејање је прецизно и ефикасно, а топлота се примењује само на челичне плоче
Приближне температуре врућег обликовања најчешће кориштених индустријских материјала су:
• Челик КСНУМКСº Ц • Месинг КСНУМКСº Ц • Алуминијум КСНУМКСº Ц
Апликације за топло обликовање са укупном индукцијом
Машине за индукционо грејање се обично користе за загревање челичних гредица, шипки, месинганих блокова и титанијумских блокова до одговарајуће температуре за ковање и топлог формирања.

Делимичне апликације за формирање
Индукционо грејање се такође користи за загревање делова као што су крајеви цеви, кракови осовина, аутомобилски делови и крајеви шипки за делимичне процесе обликовања и ковања.
Предност индукционог грејања
У поређењу са конвенционалним пећима, индукционе машине за грејање за ковање нуде значајне предности у погледу процеса и квалитета:
Много краћа времена загревања, минимизирајући скалирање и оксидацију
Лако и прецизно регулисање температуре. Делови на температурама изван спецификација могу се открити и уклонити
Нема изгубљеног времена чекајући да се пећ подигне до потребне температуре
Аутоматизован машине за индукционо грејање захтевају минимални физички рад
Топлина се може усмјерити на једну одређену тачку, што је врло важно за дијелове који имају само једно подручје формирања.
Већа топлотна ефикасност - топлота се ствара у самом делу и не треба је грејати у великој комори.
Бољи услови рада Једина топлота присутна у ваздуху је топлота самих делова. Радни услови су много пријатнији него код пећи на гориво.