


Шта је индукционо каљење?
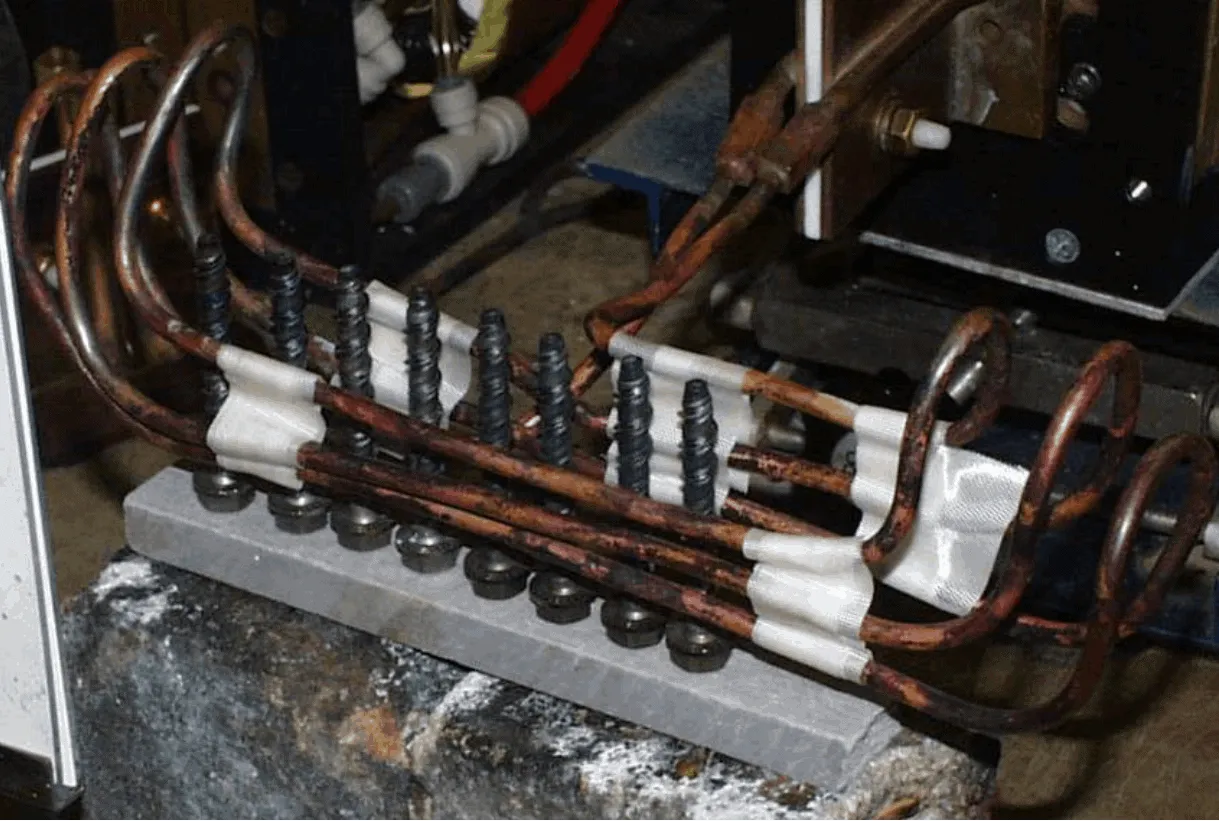
Индуцтион харденинг користи индуковану топлоту и брзо хлађење (гашење) како би се повећала тврдоћа и трајност челика.Индукцијско гријање је процес без контакта који брзо производи интензивну, локализовану и контролирану топлоту. Са индукцијом се загрева само део који се каље. Оптимизацијом процесних параметара као што су циклуси загревања, фреквенције и дизајн завојнице постижу се најбољи могући резултати.
Које су предности?
Индуцтион харденинг повећава пропусност. То је изузетно брз и поновљив процес који се лако интегрише у производне линије. Код индукције је уобичајено третирати појединачне обрадке. Тиме се осигурава да се сваки појединачни радни предмет учврсти према својим прецизним спецификацијама. Оптимизовани процесни параметри за сваки радни предмет могу бити похрањени на вашим серверима. Индукцијско каљење је чисто, сигурно и обично има малу површину. И зато што се загрева само део компоненте који се каље, изузетно је енергетски ефикасан.
Где се користи?
Индукцијско гријање користи се за учвршћивање бројних компоненти. Ево само неких од њих: зупчаници, радилице, брегасте осовине, погонска вратила, излазна вратила, торзионе шипке, клацкалице, ЦВ спојнице, тулипани, вентили, бушилице за стене, окретни прстенови, унутрашње и спољашње трке.